
Beston Group’s thermal desorption unit provides an effective solution for managing your petrochemical waste. The thermal desorption system is not only clean, safe, and reliable but also exceptionally efficient. With thermal desorption technology, you can maximize the recovery of usable fuel oil from oil sludge while greatly diminishing reliance on hazardous waste landfill disposal. Welcome to consult!
What Is Thermal Desorption?
Thermal desorption is an environmental remediation technology for hazardous waste treatment. It utilizes heat to increase the volatility of contaminants to remove them from the solid matrix (like soil, sludge, or filter cake). All thermal desorption technologies consist of two steps:
- Step 1: Heat the contaminated material to volatilize the organic contaminants.
- Step 2: Treat the exhaust gas stream to prevent emissions of the volatilized contaminants to the atmosphere.
Therefore, a thermal desorption equipment usually has two major components: the desorber itself and the off-gas treatment system.
Note: Not all thermal desorption units (TDU) can handle every type of contaminated material. Factors like temperature range, capacity, and the specific contaminants present influence their suitability. Therefore, consulting the manufacturer or a qualified environmental engineer is crucial to ensure a TDU can effectively process a specific type of raw material.

Beston Group TDU Solution: Specialized in Oil Sludge Resource Recovery
Beston Group’s thermal desorption unit (TDU) is specifically engineered for oil sludge treatment and recycling. Whether you’re an oilfield operator, refinery manager, or environmental remediation contractor, the TDU solution addresses your oil sludge waste challenges.
Core Value One: Elimination of Hazardous Pollutants
Through indirect heating method, the thermal desorption unit vaporizes organic pollutants in oily sludge, eliminating contaminants safely via an integrated emission control system. The process ensures that the Total Petroleum Hydrocarbons (TPH) in the treated solid discharge are consistently reduced to below 1% w/w, meeting environmental standard.
Core Value Two: High-Efficiency Oil Recovery
Through advanced condensing and separation system, the Beston TDU achieves an oil recovery for light and heavy crude fractions trapped in the oil sludge. The oil can be sold as inudtrial fuel oil, turning hazardous waste into a high-yield revenue stream.

Oil Sludge Thermal Desorption Solution: Solve Your Industry Challenges

Strict Regulatory Constraints
Challenge: With environmental audits becoming the global norm, oily sludge (Hazardous Waste) is strictly banned from open storage. Non-compliance or improper disposal risks catastrophic fines, legal liabilities, and forced operational shutdowns.
TDU Solution: Beston TDU keeps you fully compliant, audit-ready, and operational.

Expensive Disposal Costs
Challenge: Outsourcing oil sludge treatment to third-party facilities involves complicated transport permits, rigid cross-regional approvals, and soaring service fees that severely erode your bottom line.
TDU Solution: Cut third-party dependency and take control of your treatment economics. TDU recovers up to 90% of that oil, putting revenue back in your hands.

Equipment Internal Coking
Challenge: Conventional thermal units often experience severe coking, clogging, and crusting when handling high-viscosity oil sludge. Worse, a lack of rigorous explosion-proof mechanisms poses extreme safety and fire risks to your plant.
TDU Solution: Beston TDU is engineered with anti-coking technology to improve production efficency.
Feedstock Characteristics: Oily Sludge Streams We Can Handle
Oily sludge is an inevitable, highly hazardous byproduct generated across upstream oil exploration, midstream transportation, and downstream refining. To meet stringent environmental mandates, Beston thermal desorption unit is engineered to handle a wide range of oily sludge, summarized in the table below:
| Image | Source | Type | Water Content % | Oil Content % | Solid Content % |
|---|---|---|---|---|---|
 |
Drilling and Oil Extraction | Oil-based Cuttings | 8~15 | 15~25 | 60~80 |
| Waste Oil-based Mud | 40~50 | 10~20 | 30~40 | ||
| Oil-contaminated Soil | 5~25 | 5~10 | 70~90 | ||
 |
Oil Gathering & Transportation | Tank Bottom Oil Sludge | 40-70 | 20-40 | 5-40 |
| Oil-contaminated Soil | 5~25 | 5~10 | 70~90 | ||
 |
Oil Refining | Oil-water Separator Sludge | 60~70 | 10~15 | 25~35 |
| Air Flotation Tank Sludge | 75~90 | 5~10 | 3~10 | ||
| Activated Oil Sludge | 75~85 | <5 | 10~20 |
Process Flow: Thermal Washing + Decanter Centrifuge + Thermal Desorption
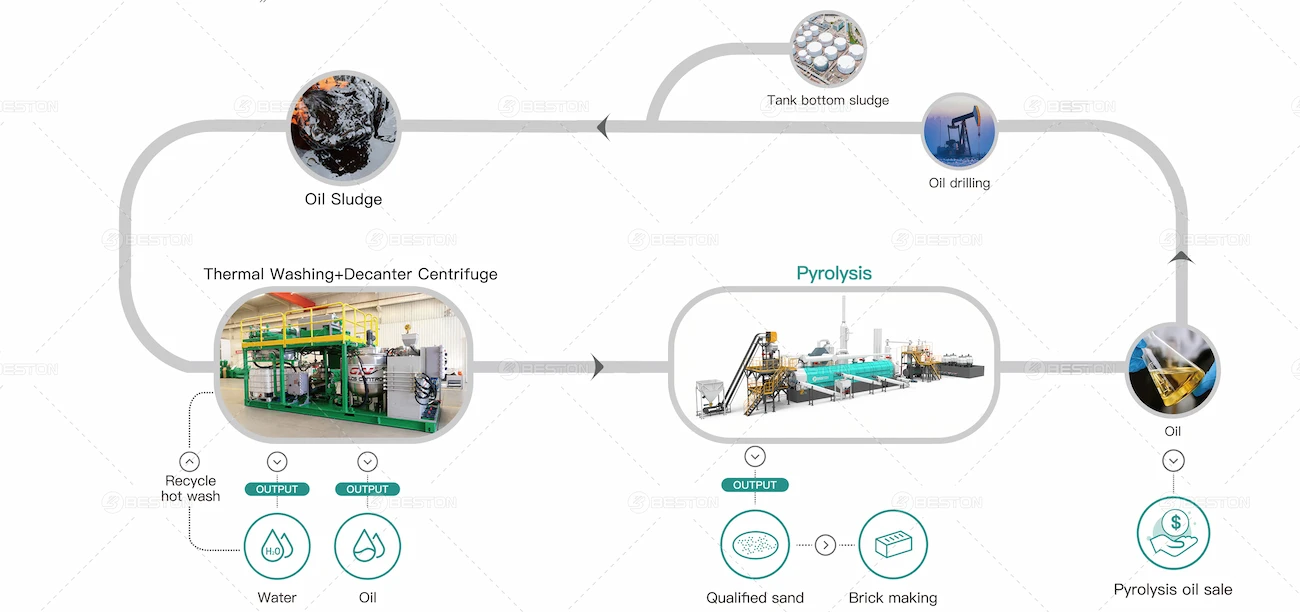
Step 1: Oil Sludge Pretreatment for Feeding
Oil sludge pretreatment achieves initial phase separation of oil, water, and solids, drastically reducing the overall material load feeding into the downstream TDU to save treatment costs.
- Thermal Washing: By heating and adding chemical agents, it effectively reduces oil sludge viscosity and breaks the emulsified state. This strips bound oil from solid particles into the liquid phase.
- Decanter Centrifuge (3-Phase Separation): Driven by high-speed centrifugal force and density differentials, the centrifuge continuously separates recovered oil, water, and low oil-content solid cake.
Step 2: Indirect Thermal Desorption (TDU)
Thermal desorption process is to thoroughly purify the remaining solids, achieving non-hazardous disposal and full resource recovery.
The dewatered solid cake from the centrifuge is fed into the Thermal Desorption Unit (TDU). It is heated to target temperatures (typically 350°C – 550°C) within an oxygen-deficient environment. Residual heavy hydrocarbons, light oil, and moisture within the cake vaporize through heating, completely stripping away from the solid phase.
Step 3: Oil Gas Condensation & Syngas Recycling
The oil-bearing vapor enters condensation system where it liquifies and is recovered as oil. The non-condensable syngas is recycled as fuel for the reactor after purification.
Step 4: Solid Discharge
Solid residues (mainly sand and soils) are continuously moved out of the reactor via water-cooled jacketed screw conveyors, safely lowering the discharge temperature for onsite storage or immediate backfilling.
Step 5: Exhaust Gas Treatment
The exhaust gas passes through a comprehensive dedusting system, ensuring all final emissions fully align with your local environmental regulations, even meeting stringent EU standards.
End Product and Revenue Streams of Thermal Desorption Unit

Recovered Oil (Liquid Fuel)
Recovered oil from oily sludge serves as industrial fuel for boilers, cement plants, and steel mills. It can also be utilized as a heavy fuel source for marine vessels and construction applications.

Solid Residue (Sand)
Since it fully meets strict global environmental and landfill disposal standards, this heavy-metal-stabilized soil can be used for risk-free onsite backfilling, road construction base, or raw material for brick manufacturing.

Non-Condensable Combustible Gas
Combustible gas is redirected back into the TDU’s burners to be used as fuel for the heating process. This hot-air self-recycling loop significantly lowers the plant’s overall energy consumption and operational costs.
💰 Project Profitability & Revenue Sources
- Hazardous Waste Disposal Fee: Oily sludge is strictly classified as hazardous waste globally. Plant operators can charge substantial disposal tipping fees to waste generators (oilfields/refineries). For example, a sludge processing project in Nigeria successfully charges $200 per ton for oil sludge intake.
- Sales of Recovered Oil: The recovered oil functions as a commodity with pricing pegged to regional fuel oil indices. Operators can sell this oil to regional energy markets for revenue.
Test Reports of Oil Sludge Thermal Desorption: Oil Yield Reference
In previous projects, Beston Group was commissioned by multiple clients to evaluate the oil yield of different types of oil sludge. The following controlled test results are provided for technical reference.
👨💻 Senior Project Engineer’s Practical Insights & Advice
The actual oil yield from oily sludge is highly variable, depending entirely on the feedstock’s initial oil content (typically 10% to 50%) and the specific ratios of water and solids. Based on our global field installation experience, we strongly advise clients to conduct moisture testing before securing a feedstock supply contract. This can ensuce final oil yield and profitability.
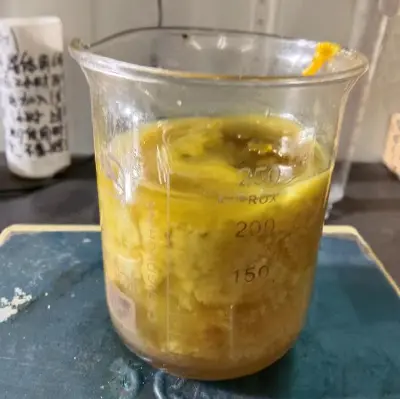
01 Oil-based Mud Thermal Desorption Test

- Material: oil-based mud
- Sampling weight: 150g
- Reaction time: 2 h 58 min
- Temperature: 347°C
| Composition | Unit/g | Ratio/% |
|---|---|---|
| Oil | 37g | 24.67% |
| Slag | 38g | 25.33% |
| Water | 33g | 22% |
02 Oil-based Cuttings Thermal Desorption Test

- Material: Oil-based cuttings
- Sampling weight: 300g
- Reaction time: 2 h 44 min
- Temperature: 268°C
| Composition | Unit/g | Ratio/% |
|---|---|---|
| Oil | 22g | 7.33% |
| Slag | 259g | 86.33% |
| Water | 8g | 2.67% |
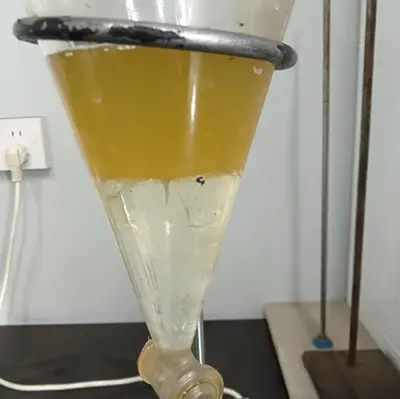
03 Tank Bottom Sludge Thermal Desorption Test

- Material: tank bottom sludge
- Sampling weight: 213g
- Reaction time: 1 h 25 min
- Temperature: 322°C
| Composition | Unit/g | Ratio/% |
|---|---|---|
| Oil | 125g | 58.7% |
| Slag | 8.5g | 4.00% |
| Water | 65g | 30.5% |
- Material: tank bottom sludge
- Sampling weight: 200g
- Reaction time: 3 h 30 min
- Temperature: 283°C
| Composition | Unit/g | Ratio/% |
|---|---|---|
| Oil | 90.5g | 45.25% |
| Slag | 21g | 10.5% |
| Water | 66.5g | 33.25% |
Specifications of Thermal Desorption Unit for Sale
BLL-30 Model Recommend
- Process 12,000 tons oil sludge annually
- 30 day continuous operation
- High automation: 2 operators required
- Policy support and incentives
- Easy to get project approval

Batch Type: BLJ-20 Newly launched
- Process 7,500 tons oil sludge annually
- Get naphtha & non-standard diesel in one step
- 1 batch/day
Batch Type: BLJ-16
- Process 6,500 tons oil sludge annually
- 1 batch/day
- 2 Configuration options
| Model | BLL-30 | BLJ-20 | BLJ-16 TDU | BLJ-16 Standard | BLJ-16 ULTRA |
|---|---|---|---|---|---|
| Manufacturer | BESTON | BESTON | BESTON | BESTON | BESTON |
| Time to Market | 2025 | 2025 | 2013 | 2013 | 2022 |
| Motor Brand | Chinese brand | Chinese brand | Chinese brand | Chinese brand | ABB Explosion-proof |
| Suitable Raw Materials | Waste plastics; Tires; Oil sludge | Waste plastics; Tires; Oil sludge | Oil sludge; Landing oil sludge; Drilling waste; Tank bottom oil sludge | Whole tire<120cm; Tire blocks<15cm; Oil soil with liquid content<30% | Waste plastics; Tires; Oil sludge |
| Input Capacity (Max.) | Waste plastic pellets: 0.8-1.05t/h Rubber powder: 1.25-1.5t/h Oil sludge:1.8-2.3t/h | Waste plastic pellets: 12-13t/d Tire: 18-20t/d Oil sludge: 20-25t/d | 16-18t/batch | Whole tire <120cm or Tire blocks<15cm: 10-12t/batch Sidewall removed tire: 15-16t/batch Oil soil: 16-18t/batch | Waste plastic bales: 8-10t/batch Whole tire <120cm or Tire blocks<15cm: 10-12t/batch Sidewall removed tire: 15-16t/batch Oil sludge: 16-18t/batch |
| Working Method | Fully Continuous | Batch | Batch | Batch | Batch |
| Final Oil Quality | Pyrolysis oil Pyrolysis oil with wax or naphtha | Pyrolysis oil, Non-standard diesel and naphtha | Pyrolysis oil | Pyrolysis oil | Pyrolysis oil Pyrolysis oil with wax or naphtha |
| Reactor Material | 304/310S Stainless steel | Q345R Boiler steel and 304/316L/310S Stainless steel | 304 Stainless steel | Q345R Boiler steel | 304 Stainless steel |
| Reactor Life Span (Years) | 5-8 | Q345R Boiler steel 2-3 304/316L Stainless steel 5-8 310S Stainless steel 8-10 | 5-8 | 2-3 | 5-8 |
| Guarantee (Months) | 12 | 12 | 12 | 12 | 12 |
| Delivery Time (Calendar Days) | 60-90 | 60 | 60 | 45 | 90 |
| Land Space Required (L*W*H*m) | 70*20*10 | 40*13*8 | 33*13*8 | 33*13*8 | 33*26*8 |
| Packing | 20*6*3m in bulk+13*40HQ | 1*40FR+4*40HQ | 1*40FR+8*40HQ | 1*40FR+3*40HQ | 1*40FR+8*40HQ |
| Installation Period (Calendar Days) | 60-90 | 45 | 45 | 45 | 60 |
ISO and CE Certificates of Thermal Desorption Unit



Case Study: Oil Sludge Thermal Desorption System in Africa


Customer Background
- Local oil sludge needs to meet African Union standards before discharge.
- Large volumes and high handling costs (transportation, storage, and treatment) drive the client to build their oil treatment center.
Solution
- 20 T/D capacity thermal desorption unit to ensure efficient oily sludge treatment.
- Customize dedusting system to meet local emission standards to obtain environmental impact assessment (EIA).
Ultimate benefit
- Increase pollutant treatment capacity, reduce processing costs.
- Use oil sludge residue to make bricks for-profit sales.
- Centralized oil sludge treatment will reduce security costs.
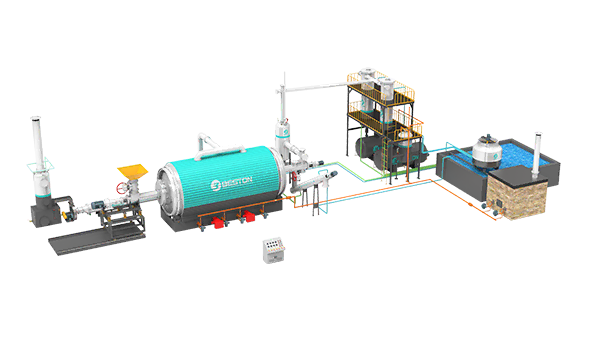
BLJ-20 Model Global Launch: Pioneering Technological Innovation
Fractional Distillation Technology
- simultaneous separates and collects of naphtha (< 200℃) and non-standard diesel (>200℃).
- simplifies production process and reduces investment costs.
Large-capacity Pyrolysis Reactor (ø2800*10000)
- process 20–25 tons of oil sludge per day
- Process 7,500 tons of oil sludge annually
Thermal Dynamic Sealing & Flexible High-temperature Insulation Technology
- superior furnace sealing,
- no oil-gas leaks & no open flames
- minimal thermal hazards

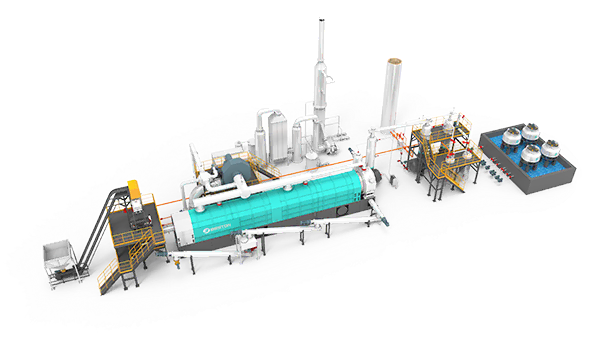
New-generation BLL-30 Model: Annually Handle 12000 Tons Oil Sludge
Oil-Gas Anti-Polymerization Condensation Technology
- rapidly cools pyrolysis oil-gas
- prevent pipelines and machine clogging.
- reduce downtime and extend non-stop operation time
Hot Flue Gas Recycling + Air Preheating Technology
- recycle 80% of hot flue gas to mix with hot air to heat the reactor.
- recycle the remaining 20% hot flue gas to heat fresh combustion air.
Reactor Automatic Temperature Control Technology
- automatically adjust the fuel ratio in real-time for precise temperature control.
- reduce labor amount to just 2 people and cut 80% labor cost

Advanced Designs of Beston Thermal Desorption Unit
Eco-friendly Design
The dedusting system comprises three to four layers of dust removal treatment. The exhaust gas is treated by this system to meet the emission standards. It can even meet EU standards.
Safe Design
Multiple designs like temperature gauges, pressure indicators, and explosion-proof valves ensure the safety of the machine and operators.
Intelligent Design
IoT monitoring technology and PLC and DCS remote control technology can achieve intelligent and automated operation.
Durable Design
Beston Group adopts corrosion-resistant and high-temperature-resistant materials to design the reactor of the thermal desorption system. The common choice is Q345R.
Why Are Thermal Desorption Projects So Popular?
Now you find that investing in thermal desorption projects is popular and some investors have started their actions. This is because managing industrial hazardous waste, such as oil sludge, makes sense. It can minimize their impact on the environment and human health. It’s a win-win situation for both investors and the planet!

Environmental Benefit
- Remediation of contaminated sites: Thermal desorption unit can effectively treat contaminated soil, sediment, or sludge, restoring the environmental integrity of affected sites.
- Minimized environmental footprint: Compared to traditional disposal methods like incineration, thermal desorption typically has a lower environmental impact, as it produces fewer emissions and residues.
Economic Benefit
- Revenue generation: Through the recovery and reuse of valuable materials, thermal desorption projects can generate revenue streams from the sale of recovered resources, such as pyrolysis fuel oil.
- Job creation: Thermal desorption facilities generate employment opportunities across construction, operation, maintenance, and environmental monitoring.

Why Choose Beston Group as Your TDU Supplier?

Customization & Full life Cycle Technical Solution Design
Beston Group has matched oil distillation and purification technology, decolorization and deodorization technology, etc. This can improve the value of end products and overall profitability.
Comprehensive Service
We don’t just manufacture machinery; we ensure your long-term operational success. Beston provides proactive engineering support spanning the entire project lifecycle—including customized site layout designing, meticulous onsite installation supervision, commissioning milestones, and comprehensive onsite operator training.
Proven Global Execution & Rapid Delivery Capabilites
With an extensive footprint in international environmental engineering, Beston Group is a trusted partner for global oilfields and refineries. Our structured supply chain and experienced field deployment teams are capable of executing high-efficiency deliveries—such as our recent 42-day rapid installation and commissioning milestones in major international projects.
Advanced Manufacturing Base & Strict Quality Control
Beston Group operates a modern industrial manufacturing base in Jiaozuo alongside our corporate headquarters in Zhengzhou. Every heavy-duty rotary drum, condensing module, and automated control system is fabricated 100% in-house. This direct supply chain guarantees premium engineering precision, transparent project timelines, and elimination of middleman costs.
FAQ of Thermal Desorption Unit
01 What types of oil sludge can be treated by thermal desorption?
- Contaminated soil from oil spills
- Oilfield oil sludge: landing sludge, oil-based mud (OBM)
- Tank bottom sludge
- Refining sludge
02 What is the temperature of thermal desorption process?
03 How low can the oil content in solid residue be reduced?
04 Do you provide installation, commissioning, and training?
Start Oil Sludge Recycling Business Now
Partner with Beston Group to bring your oil sludge thermal desorption unit (TDU) project to life. With Beston Group’s expertise and full-service support, you’ll be one step closer to sustainable, profitable waste management. Contact us now for customized solutions and expert guidance. Follow us on Linkedin/Facebook/YouTube/Pinterest for the latest updates.