

Tyre pyrolysis plant converts scrap tires into valuable products: pyrolysis oil, carbon black, and steel wire. It offers both an effective waste solution and profitable returns. As the tire waste problem worsens, more customers are seeking sustainable and profitable solutions. Let Beston Group guide you in exploring the advantages of tire pyrolysis.

What is Tyre Pyrolysis? The Science of Thermal Conversion
Tyre pyrolysis is a thermochemical decomposition process that breaks down waste rubber in an oxygen-free (anaerobic) environment. Unlike traditional incineration, pyrolysis plant prevents combustion, instead utilizing heat to crack long-chain polymers into high-value liquid and solid molecules.
The Technical Process Flow:
- Feedstock Preparation: End-of-life tyres (ELTs) are processed either as whole tyres or shredded chips to optimize reactor loading and thermal efficiency.
- Thermal Pyrolysis: Reactor heating (180°C–450°C) triggers hydrocarbon decomposition. Lighter oil gases ascend to condensers, while heavy oil is re-fed by the screw into the reactor for re-pyrolysis.
- Oil Gas Condensation: The gaseous hydrocarbons are liquefied through a multi-stage condensation system into pyrolysis oil (TPO). The non-condensable synthetic gas (syngas) is scrubbed and redirected to the furnace as a sustainable fuel source.
- Flue Gas Treatment: Post-combustion exhaust undergoes a multi-step dedusting and scrubbing process (e.g., water spray) to ensure compliance with stringent global emission standards (such as EU or EPA).
- Solid Residue Discharge: Recovered carbon black (rCB) and steel wires are discharged via an enclosed screw conveyor. An integrated indirect water-cooling system ensures the residue reaches stable temperatures for safe handling and storage.
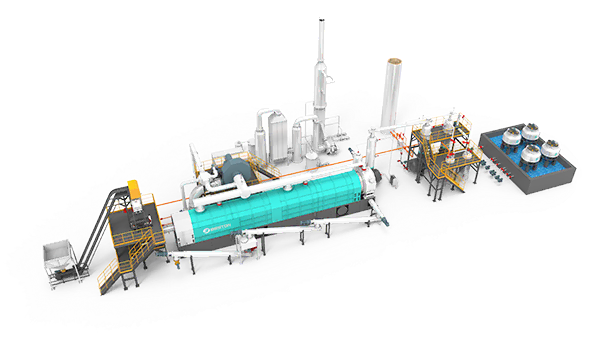
Technical Specifications of Beston Tyre Pyrolysis Plant
BLL-30 Model Recommend
- Process 10,000 tons of tyres annually
- 30 day continuous operation
- High automation: 2 operators required
- Policy support and incentives
- Easy to get project approval
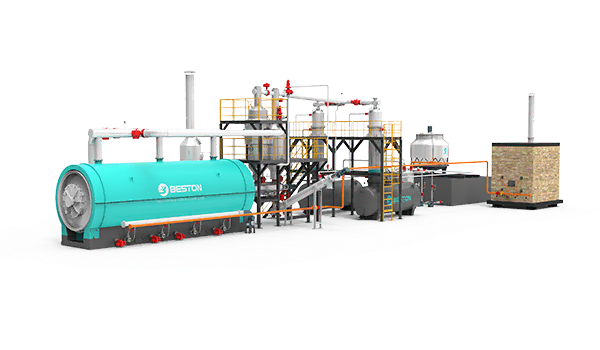
Batch Type: BLJ-20
- Process 6,000 tons of tyres annually
- Get naphtha & non-standard diesel in one step
- 1 batch/day

Batch Type: BLJ-16
- Process 4,000 tons of tyres annually
- 1 batch/day
- 2 Configuration options

“Having overseen 40+ installations globally, I recommend the BLJ-16 as the essential entry-level solution for those prioritizing lower initial risk. In contrast, the BLL-30 represents the inevitable industry trend for large-scale industrial expansion, offering the high-efficiency, continuous operation required to dominate the market in 2026.”
— Feng, Senior Project Manager, 10+ years in cross-border project execution.
| Model | BLL-30 | BLJ-20 | BLJ-16 Standard | BLJ-16 ULTRA |
|---|---|---|---|---|
| Manufacturer | BESTON | BESTON | BESTON | BESTON |
| Time to Market | 2025 | 2025 | 2013 | 2022 |
| Motor Brand | Chinese brand | Chinese brand | Chinese brand | ABB Explosion-proof |
| Suitable Raw Materials | Waste plastics; Tires; Oil sludge | Waste plastics; Tires; Oil sludge | Whole tire<120cm; Tire blocks<15cm; Oil soil with liquid content<30% | Waste plastics; Tires; Oil sludge |
| Input Capacity (Max.) | Waste plastic pellets: 0.8-1.05t/h Rubber powder: 1.25-1.5t/h Oil sludge:1.8-2.3t/h | Waste plastic pellets: 12-13t/d Tire: 18-20t/d Oil sludge:20-22t/d | Whole tire <120cm or Tire blocks<15cm: 10-12t/batch Sidewall removed tire: 15-16t/batch Oil soil: 16-18t/batch | Waste plastic bales: 8-10t/batch Whole tire <120cm or Tire blocks<15cm: 10-12t/batch Sidewall removed tire: 15-16t/batch Oil sludge: 16-18t/batch |
| Working Method | Fully Continuous | Batch | Batch | Batch |
| Final Oil Quality | Pyrolysis oil Pyrolysis oil with wax or naphtha | Pyrolysis oil, Non-standard diesel and naphtha | Pyrolysis oil | Pyrolysis oil Pyrolysis oil with wax or naphtha |
| Reactor Material | 304/310S Stainless steel | Q345R Boiler steel and 304/316L/310S Stainless steel | Q345R Boiler steel | 304 Stainless steel |
| Reactor Life Span (Years) | 5-8 | Q345R Boiler steel 2-3 304/316L Stainless steel 5-8 310S Stainless steel 8-10 | 2-3 | 5-8 |
| Guarantee (Months) | 12 | 12 | 12 | 12 |
| Delivery Time (Calendar Days) | 60-90 | 60 | 45 | 90 |
| Land Space Required (L*W*H*m) | 70*20*10 | 40*13*8 | 33*13*8 | 33*26*8 |
| Packing | 20*6*3m in bulk+13*40HQ | 1*40FR+4*40HQ | 1*40FR+3*40HQ | 1*40FR+8*40HQ |
| Installation Period (Calendar Days) | 60-90 | 45 | 45 | 60 |
Diverse End-Products of Tyre Pyrolysis: Industrial Applications
High-value outputs are the core of a successful project. Beston tyre pyrolysis machine ensures that every 1,000kg of tires processed yields high-purity industrial commodities. It creates a sustainable and profitable revenue stream.

Tyre Pyrolysis Oil (TPO) | Yield: 40% – 45%
Our plants extract not only standard TPO but also high-value naphtha and non-standard diesel, serving a wide range of industrial needs:
- Industrial Fuel: High-caloric energy source for steel mills, cement plants, and glass factories.
- Refinery Feedstock: Can be distilled into non-standard diesel for generators and heavy machinery.
- Deep Upgrading: Used as a blending component to produce commercial-grade gasoline and diesel.

Recovered Carbon Black (rCB) | Yield: 30% – 35%
Tyre pyrolysis carbon black (rCB) is no longer a byproduct but a high-value commodity. Here is how it powers modern industries:
- Construction & Infrastructure: Manufactured into carbon bricks or used as a high-strength additive in asphalt and concrete.
- Industrial Manufacturing: Applied as a functional filler and pigment in the production of rubber, plastics, inks, and professional coatings.
- High-End Upgrading (N550/N660): Through grinding and pelletizing, it can be upgraded into high-purity grades like N550 or N660, increasing market value by up to five times.

Steel Wire Scrap | Yield: 12% – 15%
Steel wire can be sold to steel mills or recycling companies, where to be reused in tire production or reprocessed into other metal products.

Combustible Syngas | Yield: 5% – 7%
This non-condensable syngas is a key factor in lowering your OpEx. It is recycled to heat the reactor, achieving energy self-sufficiency.
Feedstock Yield Analysis: How Different Tires Impact Output

“Based on our actual project experience in regions like South Africa and Brazil, we find that tires with high natural rubber content and low steel/cord impurities—such as OTR and large truck tires—are the gold feedstocks for pyrolysis.
If you have a stable supply of these premium tires, pyrolysis often delivers a higher ROI than traditional mechanical recycling (producing low-margin rubber powder).”
| Raw Material | Types | Tyre Pyrolysis Oil (TPO) | Recovered Carbon Black (rCB) | Steel Wire | Combustible Gas |
|---|---|---|---|---|---|
| Tyre | Truck Tires | 45%-50% | 30% | 15%-20% | 5%-10% |
| Car Tires | 40%-45% | 40% | 10%-15% | 5%-10% | |
| Bicycle/motorcycle Tires | 30%-35% | 10% | 5%-10% | 5%-10% | |
| Rubber Products | Rubber Cable | 25%-35% | |||
| Shoes Sole | 25%-35% | ||||
| Mixed Sole | 20%-30% | ||||
| Sneakers | 20%-30% | ||||
| Waste Fiber Carpet | 30% | ||||
| PMMA | 40% |
Note: Data based on internal laboratory tests. Actual yields may vary slightly depending on the moisture content and rubber purity of the feedstock.
Maximizing ROI: The Growing Value of Recovered Carbon Black (rCB)
“In the current market, the price gap between ‘crude carbon black’ and ‘refined rCB’ can be as much as 10 times. Based on our project data, investors who integrate advanced grinding and pelletizing systems into their tyre pyrolysis plants see a significantly faster payback period. You are no longer selling waste; you are selling a high-tech alternative to fossil-based virgin carbon black.”
Price Benchmarking: From Crude Char to High-Purity rCB
| Product Grade | Specifications | Core Process | Price Range (USD/Ton) | Market Share |
|---|---|---|---|---|
| Crude Grade | Ash ≥18%, Sulfur ≥1.5% | No grinding | 80-120 | 15% |
| Filler Grade | Ash 12%–18%, Sulfur 1.0%–1.5% | Simple grinding | 200-280 | 65% |
| Refined Grade | Ash 5%–10%, Sulfur 0.5%–1.0% | Grinding + magnetic separation | 350-500 | 12% |
| Modified Grade | Ash 3%–5%, Sulfur ≤0.3% | Oxidation / coupling modification | 550-850 | 6% |
| High-end Grade | Ash ≤3%, Sulfur ≤0.2% | Graphitization / composite modification | 950-1400 | 2% |
Key Drivers of Pyrolysis Carbon Black Market Growth
Supply Chain Sustainability
Global tyre giants (like Michelin and Continental) have committed to using 40% – 100% sustainable materials by 2030-2050. Recycled carbon black (rCB) has become a crucial resource in the supply chain.
Carbon Tax & ESG Compliance
Each ton of rCB produced diverts 3.5 tons of waste tires from landfills and offsets approximately 2.8 tons of CO2 emissions compared to virgin carbon black production—essential for green manufacturing.
Cost Optimization
rCB production costs are only 40% – 55% of virgin carbon black (vCB). While vCB relies on volatile petroleum-based feedstocks, tyre pyrolysis utilizes low-cost waste, decoupling your margins from crude oil fluctuations.

Beyond Disposal: Why Pyrolysis Outperforms Traditional Tire Treatment
| Technology | Usage & Features | Secondary Pollutants | Facility Investment | ROI & Value | Limitations |
|---|---|---|---|---|---|
| Landfill | Traditional dumping | Soil and water pollution | Low | Negative (Disposal fees) | Prohibited in most countries. |
| Retreading | For slightly worn tires | Minimal | Low | Moderate | Only applies to 10% of waste tires. |
| Incineration | Suitable for tires that cannot be reused | High CO2 & toxic emissions | Low | High | High environmental control costs |
| Shredding | Rubber granules/powder | Dust & Noise pollution | Low (Market saturation) | High | Limited market demand for recycled products; difficult to handle large volumes |
| Tire-Derived Fuel | Industrial fuel | Secondary solid (ash) and air (SO2, NOx, dioxins) pollutants | Moderate | High | High pollution control costs |
| Pyrolysis | Total Resource Recovery | Eco-friendly | High | Low | / |
Global Project Cases: Proven Success Across 30+ Countries
Tyre Pyrolysis Project in South Africa
As a leading metal and integrated waste recycler in South Africa, the client faced a dual challenge: ① their recovery network generated thousands of tons of waste tires and plastics annually requiring reduction, while ② their metal smelting operations struggled with soaring fuel costs. This pyrolysis project successfully transformed a “waste dumping ground” into a “low-cost energy hub.”
Project Overview
- Annual Capacity: 6,000 tons tires & 4,000 tons plastics
- Configuration: 2 × BLJ-16 (Q345R) pyrolysis plants + 1 × BZJ-10 distillation system
- Pyrolysis Oil Use: Fuel for aluminum melting and heavy-duty trucks
- Project Timeline: 631-day full lifecycle
- Start Date: June 7, 2023
- Operation Date: Feb 26, 2025
- Final Acceptance Date: March 12, 2025
Project Status
The tyre pyolysis plants has been successfully installed and commissioned. It is now fully operational, maintaining stable daily output.
- Operational Results: The produced pyrolysis oil is consumed internally, significantly offsetting fuel costs for the client’s smelting furnaces.
- Open for Site Visit: This project serves as a benchmark reference site in the region. Prospective clients with active project needs are welcome to witness the equipment in full operation by appointment.




Tyre Pyrolysis Project in West Africa
The client is a waste recycling company based in West Africa, currently expanding its resource recovery portfolio by developing pyrolysis capabilities. The primary objective of this initial waste tire project is to gain operational expertise and develop a skilled technical team, providing a foundation for the future integration of plastic and oil sludge pyrolysis operations.
- Annual Capacity: 6,000 tons of waste tires
- Equipment Configuration: BLJ-16 model with a dual-system setup (Manifold + Catalytic Tower), engineered to support future processing of waste plastics and oil sludge for feedstock diversification.
- Launch Date: June 2024
- Pyrolyis Oil Use: sold as fuel
- Project Status: Installation and commissioning have been successfully completed. The system is currently in stable operation.





More Tyre Recycling Cases






Engineering Excellence: Key Advantages of Beston Tyre Pyrolysis Plant

Fractional Distillation Technology
- Energy saving & consumption reduction: Reduce heating and cooling loads.
- Product optimization: High light component yield and sufficient heavy component recovery.
- Investment optimization: Reduce intermediate equipment, resulting in lower floor space and capital expenditures.
Large-capacity Pyrolysis Reactor (ø2800*10000)
- Larger recycling scale: Improves processing capacity to 18-20 tons/day. Annual tire treatment capacity up to 6,000 tons, ideal for medium to large projects.
- Better Economic Return: Improved equipment utilization and generated more revenue from oil products.
Thermal Dynamic Sealing & Flexible High-temp Insulation Technology
- Leakage Prevention: Improved sealing prevents the escape of oil and gas.
- Flameless Operation: Minimizes fire risk and hazards.
- Reduced Heat Hazards: Advanced insulation blocks heat radiation, safeguarding operators.

Oil-Gas Anti-Polymerization Condensation Technology
This technology rapidly reduces the temperature of oil gas, effectively preventing olefin polymerization and blockage in the pipelines. Thus, tyre pyrolysis machine achieves 30 days non-stop running, creating the following value:
- Maximized Annual Capacity: With minimal downtime, a single BLL-30 unit handles 10,000 tons of waste tyres into oil annually.
- Higher ROI: Stable oil yields and reduced maintenance costs will bring consistent, long-term profitability.
Flue Gas Recycling + Combustion Air Preheating Technology
Hot flue gas recycling + air preheating technology recycles 100% of the waste flue gas heat.
Key data highlights:
- 55% energy-saving than before
- 50% emission reduction than before
Reactor Automatic Temperature Control Technology
The reactor automatically adjusts the fuel mix ratio. This improves the automation level of continuous pyrolysis plant.
Key data highlights:
- ±10℃ precise temperature control
- Only 2 Operators Required

Operational Efficiency: Lowering Your OPEX
- Syngas Self-Sufficiency: The system recycles non-condensable gases back to the furnace as fuel. This Syngas Recycling System dramatically reduces external energy costs and lowers overall emissions.
- Advanced Heat Retention: Our tyre pyrolysis reactor is wrapped in high-density insulation casing, ensuring maximum thermal efficiency and less energy cost.
Safety First: Proactive Risk Mitigation
- Nitrogen Replacement: Before ignition and slag discharge, nitrogen is introduced to displace oxygen. This creates an inert environment, effectively preventing flash explosions
- Overpressure Alarm & Automatic Pressure Relief: In the event of overpressure in the main furnace, the safety valve will be automatically opened for emergency pressure relief to ensure equipment safety and personal safety.
- Multi-Point Monitoring: Multiple observation points provide real-time tracking of temperature, pressure, and liquid levels for total operational transparency.
Eco-Friendly Compliance: Frictionless Permit Approval
- Modular Dedusting: Various dedusting treatments (water washing, spraying, ceramic ring adsorption, and activated carbon adsorption) to ensure meeting EU emission standard or your local standard.
- Zero-Discharge Cooling: Recycles 100% of cooling water to minimize resource consumption and prevent thermal pollution.
- Enclosed Clean Operation: From feeding to carbon black discharging, the entire process is fully enclosed to eliminate dust pollution.
Intelligent Control: Precision Operations
- PLC/DCS Automation: Our centralized control systems (available in PLC or DCS configurations) allow for remote monitoring and operation. This reduces on-site labor requirements by up to 40% while keeping operators at a safe distance from the heat zone.
- IoT & Remote Diagnostics: With integrated IoT Technology, our engineers can provide remote technical support and real-time monitoring of your equipment’s health, ensuring maximum uptime and predictive maintenance.
Auxiliary Configuration Further Convient Your Business

Tyre Wire Drawing Machine
The main function of the machine is to extract steel wire from waste tires. Scrap tires often contain steel wire curtains and wire edges that require separation and extraction for subsequent processing and recycling.

Tyre Rubber Powder Making Machine
Continuous pyrolysis plant requires strict feed size specifications. This machine refines the cut rubber particles into rubber powder, ensuring the size and quality meet specific standards.

Oil Distillation Equipment
This machine distills and separates the original pyrolysis oil. After the process, it transforms pyrolysis oil into high-quality non-standard diesel, enhancing the economic value of the final product.
EPC Lifecycle Services: Your Partner from Consultation to Commissioning

01 Professional Consultation & Site Planning
- Customized Layouts: Site-specific blueprints designed to maximize space and operational flow.
- Feasibility Studies: Detailed technical and financial analysis tailored to your local feedstock and regulations.
02 Manufacturing & Quality Control
- Precision Engineering: Every system undergoes rigorous factory testing and quality inspections before shipment.
- Logistics Support: Professional shipping coordination to ensure safe delivery to your global site.
03 Installation & Expert Commissioning
- On-Site Engineering: Our senior technical team travels to your location to oversee assembly and integration.
- System Calibration: We fine-tune every sensor, burner, and seal to ensure the system reaches its peak output (ROI) from day one.
04 Personnel Training & Lifetime Support
- Skill Transfer: We provide hands-on training for your local operators, covering safety protocols, maintenance, and PLC management.
- 24/7 Technical Response: With our IoT-enabled remote support, we provide real-time diagnostics and rapid spare parts delivery wherever you are.
Start Your Tyre Pyrolysis Project with Beston Group
Start your tyre pyrolysis project with Beston Group today and turn waste into profit while reducing tyre pollution. With our cutting-edge technology and full-service support, we ensure your project’s success from start to finish. Ready to learn more? Visit Facebook/YouTube/Linkedin/Pinterest for detailed information and expert guidance.